SSD製造技術
丸太状熱処理併用複合乾燥法を用いた芯去り製材:大径材活用技術

構造用製材への国産材普及促進には品質保証供給が必須
かつての国産構造用製材需要が外材・集成材に移行した原因の一つに、部材品質を曖昧にしたままの供給実態がある。国内の構造用製材実績約800万立方㍍の内、JAS品質保証材割合は僅かに5%。しかもその大半が米マツ等外材で国産JAS材は極々僅かでしかない。当方プロジェクトは、国産材普及促進には品質の明確な表示が必要と考えて取り組みに着手したが、明確な根拠で品質を示すには、木材乾燥を始めとする製造法の見直しから始める必要があった。
木材乾燥手法の開発
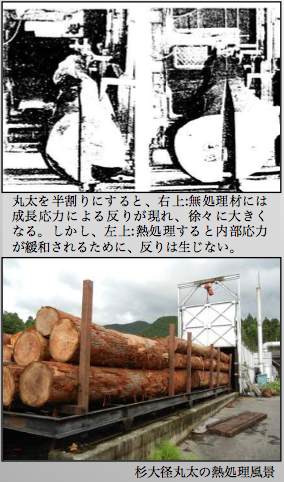
木材乾燥の目的は経年変化と劣化の抑制。木材の経年変化(反り曲がり)発生の要因となるのが成長応力等の木材内部応力の存在。この内部応力緩和には、確実な熱処理(湿潤な状態での材温80℃以上40時間)が必要であり、それが伴わない乾燥は、含水率のみを下げたところで、反り曲がりの抑制効果は期待薄。当方では熱処理の内部応力緩和を重視した乾燥法の開発を進めた。
熱処理が木材内部応力を緩和する事は木材物理の常識。ただし、これまで製材の材芯部まで(特に断面の大きな平角材)を確実に処理出来る装置が無かった。それが国産杉平角製材のJAS材が流通しなかった要因の一つと想像する。
 当方では、一般的な木材人工乾燥法が熱媒体に使用するスチーム(水蒸気)を熱伝導率が高く(水蒸気の12倍)遠赤外線輻射熱効果を齎す燻煙ガスに変えた上、炉内環境を電子制御にてコントロールすることで、製材材芯部までを確実に熱処理できる事を確認した。
当方では、一般的な木材人工乾燥法が熱媒体に使用するスチーム(水蒸気)を熱伝導率が高く(水蒸気の12倍)遠赤外線輻射熱効果を齎す燻煙ガスに変えた上、炉内環境を電子制御にてコントロールすることで、製材材芯部までを確実に熱処理できる事を確認した。
加えて、この燻煙ガス熱処理法が、製材よりも断面積の大きな丸太をも処理する事を確認した。
これにより、従来の製材後に乾燥を施す手法から、予め、丸太の時点で熱処理して内部応力を緩和し、製材後に養生及び中温域にて仕上げ乾燥を施す複合乾燥法に変更した。この事により、反り曲がりや未乾燥を理由とする不合格材発生を抑制し飛躍的な製品歩留り率向上を果たした。
大径木の丸太状熱処理併用複合乾燥法と芯去り製材
その後、当方の熱処理装置が、更に大きな丸太の熱処理をも可能な事を突き止め、大径丸太(末口40㌢超)の芯去り製材を実現した。この芯去り製材には高意匠性能確保等の効用が存在するが、以前は、内部成長応力の作用により左上写真のように製材時点で既に反り曲がり(曳き曲がり)が発生するため、一般的部材には採用されていなかった。確実な熱処理による応力緩和と芯去り製材が齎す大径丸太の有効活用は、後述の高林齢大径化問題を抱える産地に、有効な解決策として期待が持てる。需要薄で価格が低迷する大径丸太の活用と新製法による歩留り率向上及び、一気通貫流通システム構築等にて、杉平角JAS機械等級区分構造用製材の現実的価格供給を実現した。
SSD熱処理炉の概要解説と性能評価試験
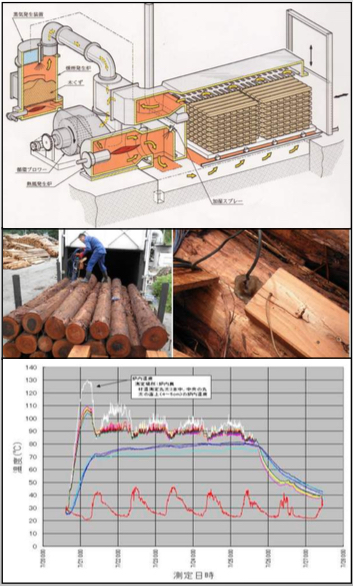
右写真上は当方熱処理装置の模式図。中は熊本県林業研究指導所に依頼して行われた性能評価試験の様子。下はその時のデータ。
 装置の特徴
•炉内容量は約50立方㍍、当初竹炭製造目的に試作された装置を改良。
•熱媒体に水蒸気の10倍以上の熱伝導率を持つ燻煙ガスを採用。
•燻煙ガスに含まれる煤(カーボン)の遠赤外線輻射熱効果。
•補助バーナーを設置して、温度等の炉内環境を電子制御。
•大型ファンによる炉内のガス還流・撹拌とプラス圧状態の維持。 等々
性能評価試験
•下グラフの上部白及び赤系ラインは炉内各所の温度、中央部青系ラインは丸太内部にセットされたセンサーからの材芯温度変化、下部赤ラインは外部壁面の外気温変化に伴う温度変化経緯を示している。
•材芯部温度変化を見れば、応力緩和に必要な80℃・40時間の確保が十分に可能である事が判る。
•現在はこのデータを基に、丸太熱処理用の運転スケジュールを改良し、処理材(丸太)投入の積載方法などを改善して運用している。
下記はこの試験結果を確認いただいた識者からのコメント
装置の特徴
•炉内容量は約50立方㍍、当初竹炭製造目的に試作された装置を改良。
•熱媒体に水蒸気の10倍以上の熱伝導率を持つ燻煙ガスを採用。
•燻煙ガスに含まれる煤(カーボン)の遠赤外線輻射熱効果。
•補助バーナーを設置して、温度等の炉内環境を電子制御。
•大型ファンによる炉内のガス還流・撹拌とプラス圧状態の維持。 等々
性能評価試験
•下グラフの上部白及び赤系ラインは炉内各所の温度、中央部青系ラインは丸太内部にセットされたセンサーからの材芯温度変化、下部赤ラインは外部壁面の外気温変化に伴う温度変化経緯を示している。
•材芯部温度変化を見れば、応力緩和に必要な80℃・40時間の確保が十分に可能である事が判る。
•現在はこのデータを基に、丸太熱処理用の運転スケジュールを改良し、処理材(丸太)投入の積載方法などを改善して運用している。
下記はこの試験結果を確認いただいた識者からのコメント
この性能評価試験にて大径丸太の熱処理効果を確認出来た事により、芯去り及びその効用を活かした付加価値製材を持って、大径丸太の徹底的有効活用を現実のものとする事が出来た。
丸太状熱処理を用いた芯去り製材の合理的製造法策定
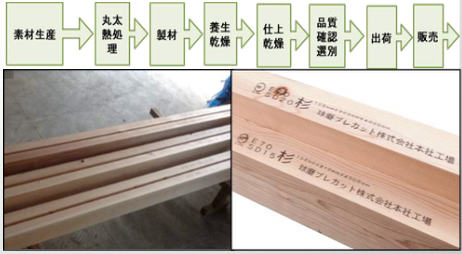 丸太状熱処理を用いた芯去り製材品を製造するにあたり、品質確保の観点からより高効率な製造手法を検討し、右上表の製造工程を策定した。乾燥法としては熱処理と製材後の養生及び中温域仕上げ乾燥を併用する複合乾燥法を採用し乾燥精度向上に至った。
丸太状熱処理を用いた芯去り製材品を製造するにあたり、品質確保の観点からより高効率な製造手法を検討し、右上表の製造工程を策定した。乾燥法としては熱処理と製材後の養生及び中温域仕上げ乾燥を併用する複合乾燥法を採用し乾燥精度向上に至った。
この仕上乾燥については一般的な蒸気式乾燥装置を使用するが、予めの熱処理により応力緩和された部材のため、100度以下の中温域かつ短時間での処理が可能となる。これにより高温乾燥に付き纏う細胞破壊の強度劣化を避けるとともに、色焼けを防ぎ、天然乾燥材並みの木材本来の美しい色艶を保持することが可能になった。
この熱処理併用の中温域複合乾燥法により、強度及び乾燥精度確保による製品歩留り率向上とともに高意匠性能を持つ付加価値製材品の製造が容易になった。その成果として右写真の美しいJAS機械等級区分製材の流通を成し遂げた。
圧倒的低炭素製造法
人工乾燥製材製造において最もエネルギーを消費するのが木材乾燥工程で、製造工程全体のCO2排出量0.286t-Co2/㎥のうち0.244t-Co2/㎥と約85%をしめる(ウッドマイレージ協会)。当方において、丸太熱処理は燻煙ガス採取の木屑燃焼時発生の熱エネルギーを基本熱源とした上、仕上げ乾燥時においても木屑炊きボイラーを採用している。燃料は全て場内発生端材を活用し、化石燃料使用時と比較して、カーボンニュートラルの観点から、製造時の炭素排出量は20%以下に抑制されている。これは同時にコスト削減にも寄与している。外材輸入と比較しても、輸送時のエネルギー消費(化石燃料)からして、圧倒的に優位なことは明らかである。
丸太状熱処理併用中温域複合乾燥を用いた芯去り製材効用
大径丸太芯去り製材の徹底的有効活用
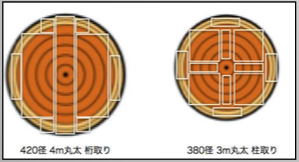 丸太の状態で熱処理を施し、成長等の内部応力を予め緩和する事で、高効率な芯去り製材が可能になる。右の図にあるように複数以上の主要構造製材が採取される。その上、端材から取れる板材は大径材の特徴として無節の化粧用付加価値材になる。
丸太の状態で熱処理を施し、成長等の内部応力を予め緩和する事で、高効率な芯去り製材が可能になる。右の図にあるように複数以上の主要構造製材が採取される。その上、端材から取れる板材は大径材の特徴として無節の化粧用付加価値材になる。
ここで特筆すべき事はこれら板材が、既に熱処理されているため、反り曲がりが抑制されている上、断面が小さいが故に、短時間の桟積みで自動的に乾燥材になる事である。一般的な製材後の乾燥措置と異なり、容易に高歩留率を確保できる。
 当方ではこれら付加価値材を内外装用材や建具用材として妥当な価格で供給し、原木大径丸太の正当な価格を確保する。左はこれら発生端材を活用し、さらにサーモ処理を施して国産杉を高耐久外装材として商品開発した例と、内装建具の試作品である。
当方ではこれら付加価値材を内外装用材や建具用材として妥当な価格で供給し、原木大径丸太の正当な価格を確保する。左はこれら発生端材を活用し、さらにサーモ処理を施して国産杉を高耐久外装材として商品開発した例と、内装建具の試作品である。
この時に肝心な事は、主要構造材と付加価値化粧材の需要のバランスの確保・保持である。その意味からして、プロジェクト内に販売を担当する建材商社が存在する事に意義があると考える。
芯去り製材効用 1 平角材の高強度化
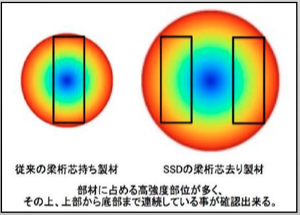 左図の青から赤へのグラデーションは丸太断面の強度分布を示し、赤の外周部が最も強く青の材芯が弱い。その対比は1:3になり、外周部は芯の3倍の強度が有る。その図に同サイズ平角材の従来製材法の芯持ち製材と当方の芯去り製材の木取り法を示して比較する。
左図の青から赤へのグラデーションは丸太断面の強度分布を示し、赤の外周部が最も強く青の材芯が弱い。その対比は1:3になり、外周部は芯の3倍の強度が有る。その図に同サイズ平角材の従来製材法の芯持ち製材と当方の芯去り製材の木取り法を示して比較する。
丸太の径の差は一目瞭然だが、製材品の内部に占める高強度部位の割合の差が理解できる。しかも芯持ちは高強度部位が破断されて上下端部に僅かに存在するのに対し、芯去り製材は上下に連続している。
上記の事から、平角材においては芯去り製材が強度的に優位になる。当方では日頃の強度計測(グレーディング)により、JAS区分において、概ねワンランク上昇する事が確認されている。
芯去り製材効用 2 高意匠性能
 木材の乾燥に伴う収縮は避けられない。この時に連続する繊維:年輪が破断して発生するのが干割れである(右図左上)。ただし、芯去り製材には破断すべき連続する年輪が存在しない。従って干割れ発生が抑制される(右図左中と下)。
木材の乾燥に伴う収縮は避けられない。この時に連続する繊維:年輪が破断して発生するのが干割れである(右図左上)。ただし、芯去り製材には破断すべき連続する年輪が存在しない。従って干割れ発生が抑制される(右図左中と下)。
また元玉大径丸太の外周部は節の無い部位である。それにより右図のように干割れ・節の無い美しい材が生産できる。一般的にこの様な材は、付加価値に応じた高価格材となるが、球磨杉Jビームの場合は、特段の生産コストが掛かるわけでもなく、従って、一般KD材と遜色ない価格で提供できる。
180912